2005-11-02 作者: 來(lái)源:caxa

699廠是“一五”期間國(guó)家重點(diǎn)建設(shè)的航天科工集團(tuán)第二研究院直屬大型二級(jí)企業(yè),現(xiàn)有工程技術(shù)人員423人,多年來(lái)一直承擔(dān)著多項(xiàng)航天軍品生產(chǎn)任務(wù),通過(guò)五十多年的總結(jié)積累,形成了以機(jī)、電產(chǎn)品生產(chǎn)、加工、總裝總調(diào)為特點(diǎn)的多品種、小批量生產(chǎn)規(guī)模,擁有鈑金、無(wú)線裝配、微波器件、機(jī)械、變壓器、鑄造、表面處理、熱處理、塑壓、模具、印制板等專(zhuān)業(yè)車(chē)間及環(huán)境實(shí)驗(yàn)室、元器件篩選、理化試驗(yàn)、計(jì)量等專(zhuān)門(mén)試驗(yàn)室。
699廠幾十年來(lái)一直沿用手工書(shū)寫(xiě),紙質(zhì)驅(qū)動(dòng)的傳統(tǒng)工藝設(shè)計(jì)方法,工藝正確性主要依靠技術(shù)人員的責(zé)任心、經(jīng)驗(yàn)值來(lái)保證,傳統(tǒng)的工藝設(shè)計(jì)方法帶來(lái)的弊端主要體現(xiàn)在:
a、工藝規(guī)程編制差錯(cuò)率高。尤其低級(jí)性的錯(cuò)誤較多(如:錯(cuò)別字引起的筆誤、工藝簡(jiǎn)圖缺線、工藝符號(hào)、術(shù)語(yǔ)不規(guī)范、產(chǎn)品代號(hào)、圖號(hào)、名稱(chēng)漏項(xiàng)等);
b、工藝規(guī)程編制標(biāo)準(zhǔn)化、規(guī)范化程度差。由于航天產(chǎn)品的設(shè)計(jì)、研制、生產(chǎn)是一項(xiàng)復(fù)雜的系統(tǒng)工程,牽扯到很多家生產(chǎn)協(xié)作配套單位,如何使各自的生產(chǎn)任務(wù)能在統(tǒng)一的設(shè)計(jì)平臺(tái)下工作,標(biāo)準(zhǔn)表化的工作在整個(gè)系統(tǒng)工作中起著至關(guān)重要的作用。
c、工藝流程傳遞速率慢。由于采用紙質(zhì)離線文檔驅(qū)動(dòng),從設(shè)計(jì)所傳遞至生產(chǎn)車(chē)間至少需要經(jīng)過(guò)計(jì)劃處、綜合檔案、技術(shù)處主管工藝組、標(biāo)準(zhǔn)化、處領(lǐng)導(dǎo)、生產(chǎn)車(chē)間等多個(gè)職能部門(mén)的確認(rèn),如果其中某兩個(gè)環(huán)節(jié)之間缺乏溝通,傳遞的速率會(huì)更緩慢,直接影響生產(chǎn)任務(wù)周期。
d、工藝規(guī)程可操作性差。工藝規(guī)程的編制主要通過(guò)承擔(dān)該項(xiàng)目產(chǎn)品的技術(shù)人員的經(jīng)驗(yàn)描述和與現(xiàn)場(chǎng)操作者面授來(lái)完成,一旦出現(xiàn)人員變動(dòng)、設(shè)備更新、工藝方法改進(jìn)等問(wèn)題,工藝?yán)^承性、可操作性等問(wèn)題就會(huì)充分暴露出來(lái)。
隨著計(jì)算機(jī)輔助設(shè)計(jì)(CAD)在工程設(shè)計(jì)中的成功應(yīng)用,技術(shù)不斷改進(jìn),日漸成熟,尤其二維工程繪圖軟件在699廠設(shè)計(jì)所中得到應(yīng)用普及,如何準(zhǔn)確、高效地讀取CAD中的設(shè)計(jì)數(shù)據(jù)信息,減輕工藝人員的重復(fù)勞動(dòng),成為困擾699廠工藝人員的“瓶頸”問(wèn)題。為解決當(dāng)務(wù)之急,699廠在基于Word軟件基礎(chǔ)上定制了工藝標(biāo)準(zhǔn)格式下發(fā)相關(guān)單位進(jìn)行工藝文件的編制。目前在Word軟件下編制的工藝文件約一萬(wàn)多張,同時(shí)在某國(guó)外CAD軟件繪制的工藝工裝圖樣有近千張左右。采用此種方法對(duì)傳統(tǒng)的工藝編制方法有所改進(jìn),實(shí)現(xiàn)了工藝設(shè)計(jì)的數(shù)字化,但缺乏必要的工藝數(shù)據(jù)管理性和集成性,尤其在數(shù)據(jù)安全性、共享性方面還不能達(dá)到企業(yè)對(duì)工藝技術(shù)管理的要求。
按照“工具化、集成化、網(wǎng)絡(luò)化、實(shí)用化、標(biāo)準(zhǔn)化”的指導(dǎo)思想,699廠選擇了CAXA工藝數(shù)據(jù)管理系統(tǒng)(CAPP),并在此系統(tǒng)上由CAXA工程師進(jìn)行了二次開(kāi)發(fā),以滿足699廠的需求。通過(guò)CAXA工藝數(shù)據(jù)管理系統(tǒng)在699廠中的應(yīng)用,推動(dòng)699廠工藝設(shè)計(jì)信息化進(jìn)程,改進(jìn)目前的工藝設(shè)計(jì)手段,實(shí)現(xiàn)工藝過(guò)程設(shè)計(jì)的數(shù)字化、自動(dòng)化,建立工藝知識(shí)庫(kù)\產(chǎn)品工藝數(shù)據(jù)庫(kù)環(huán)境,提高知識(shí)重用率,注重工藝設(shè)計(jì)標(biāo)準(zhǔn)化、規(guī)范化;運(yùn)用局域網(wǎng)絡(luò)技術(shù)、分布計(jì)算技術(shù)、關(guān)系型數(shù)據(jù)庫(kù)技術(shù)建立工藝設(shè)計(jì)基礎(chǔ)構(gòu)架,通過(guò)開(kāi)放式、人機(jī)交互式的設(shè)計(jì)界面,實(shí)現(xiàn)工藝設(shè)計(jì)、管理與集成的綜合CAPP系統(tǒng)平臺(tái);以產(chǎn)品為核心,建立面向產(chǎn)品的信息模型管理、工藝設(shè)計(jì)資源管理、典型工藝管理,支持工藝設(shè)計(jì)師系統(tǒng)內(nèi)不同部門(mén)、不同角色的工藝并行設(shè)計(jì)。
699廠工藝業(yè)務(wù)特點(diǎn):車(chē)間、工種多,業(yè)務(wù)覆蓋范圍廣;工藝種類(lèi)多,專(zhuān)業(yè)性強(qiáng);工藝匯總多,輸出格式較復(fù)雜;企業(yè)原有卡片輸出格式及習(xí)慣較多需要保留。
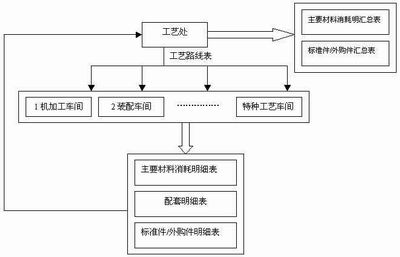
工藝數(shù)據(jù)管理系統(tǒng)將應(yīng)用于699廠的工藝部門(mén)中,699廠工藝處,有3個(gè)機(jī)加工、1個(gè)電裝車(chē)間、1個(gè)鈑金車(chē)間及6個(gè)特種工藝車(chē)間。工藝數(shù)據(jù)管理系統(tǒng)在699廠應(yīng)用涉及到的具體工藝種類(lèi)主要有:機(jī)加工藝、鈑金工藝、焊接工藝、數(shù)控工藝、電裝工藝、裝配工藝等。CAXA通過(guò)全面系統(tǒng)地對(duì)699廠各工藝類(lèi)型的工藝體系的工作內(nèi)容、工作流程、信息流程、管理模式進(jìn)行分析總結(jié),結(jié)合信息化技術(shù),為699廠建立面向整個(gè)制造部的工藝信息化集成系統(tǒng)。該系統(tǒng)目標(biāo):
1. 建立滿足國(guó)營(yíng)第六九九廠需求的CAPP系統(tǒng);
2. 實(shí)現(xiàn)各專(zhuān)業(yè)工藝設(shè)計(jì)(工藝路線編制、擬制工藝規(guī)程、繪制工藝簡(jiǎn)圖、查詢(xún)?yōu)g覽及使用工藝資源、打印輸出等)的基本需求;
3. 工藝信息采用ORACLE數(shù)據(jù)庫(kù)集中保存與管理,保證數(shù)據(jù)的集中、安全、一致;
4. 實(shí)現(xiàn)與PDM系統(tǒng)的信息集成。
根據(jù)699廠的需求和目標(biāo),CAXA工藝數(shù)據(jù)管理系統(tǒng)主要在以下方面進(jìn)行了研發(fā)和定制:
1、產(chǎn)品結(jié)構(gòu)的建立
先建立產(chǎn)品。重新建立產(chǎn)品,在該產(chǎn)品下建立相關(guān)技術(shù)文檔,然后建立零件,建立部件,最后建立部件下的文檔、零件及部件。

2、工藝路線表的自動(dòng)生成
產(chǎn)品結(jié)構(gòu)建立完成后,由主管工藝員對(duì)產(chǎn)品編制工藝路線表,依據(jù)為產(chǎn)品的各級(jí)整件明細(xì)表,將產(chǎn)品所屬零、部、整件(自制件與外協(xié)件)依次(先零件、后部件、再整件)列出,并將部、整件依隸屬關(guān)系將各級(jí)整件及各級(jí)部件層層展開(kāi)。
使用部門(mén):工藝處 卡片名稱(chēng):工藝路線表
3、外協(xié)件明細(xì)表
能夠篩選出需要外協(xié)的零組件,填寫(xiě)到外協(xié)件明細(xì)表中。
使用部門(mén):工藝處 卡片名稱(chēng):外協(xié)件明細(xì)表
4、標(biāo)準(zhǔn)件外購(gòu)件明細(xì)表
車(chē)間工藝員在產(chǎn)品結(jié)構(gòu)樹(shù)中添加標(biāo)準(zhǔn)件或外購(gòu)件后,即可生成本車(chē)間該產(chǎn)品的標(biāo)準(zhǔn)件、外購(gòu)件明細(xì)表。按工藝路線表中的序號(hào)順序,凡是有標(biāo)準(zhǔn)件或外購(gòu)件(產(chǎn)品結(jié)構(gòu)樹(shù)上零件類(lèi)型為標(biāo)準(zhǔn)件或外購(gòu)件的)的組件列出此部件(按照先國(guó)標(biāo)再企標(biāo)的順序進(jìn)行填寫(xiě),國(guó)標(biāo)與企標(biāo)是分開(kāi))
使用部門(mén):各個(gè)車(chē)間 卡片名稱(chēng):標(biāo)準(zhǔn)件外購(gòu)件明細(xì)表
5、配套明細(xì)表
主要體現(xiàn)組件(部件)的裝配零件及標(biāo)準(zhǔn)件和外購(gòu)件的名稱(chēng)、代號(hào)和數(shù)量,在表格中還要體現(xiàn)組件(部件)的裝配關(guān)系及順序,只羅列一級(jí)裝配關(guān)系。格式?jīng)]有要求:排列順序按照產(chǎn)品結(jié)構(gòu)排列。
裝配工藝卡片為過(guò)程卡;配套明細(xì)表是根據(jù)產(chǎn)品結(jié)構(gòu)來(lái)的,需要時(shí)選擇插入該卡片后內(nèi)容要自動(dòng)生成。
使用部門(mén):裝配車(chē)間 卡片名稱(chēng):配套明細(xì)表
6、金屬(非金屬)主要材料消耗明細(xì)表
主要材料消耗明細(xì)表,數(shù)據(jù)來(lái)源是零件的工藝,必須指定零件的工藝是有效工藝,指定工藝文件有效后,工藝卡片中的相關(guān)信息才能被提取生成主要材料明細(xì)(金屬及非金屬)。機(jī)加工藝規(guī)程中填寫(xiě)了零件的下料信息,統(tǒng)計(jì)時(shí)按照零件在工藝路線表中的序號(hào)順序列出(同一個(gè)零件在工藝路線表和主要材料消耗明細(xì)表中的序號(hào)要一致)
使用部門(mén):機(jī)加車(chē)間 卡片名稱(chēng):金屬(非金屬)主要材料消耗明細(xì)表

7、標(biāo)準(zhǔn)件外購(gòu)件匯總表
將標(biāo)準(zhǔn)件、外購(gòu)件的名稱(chēng)、代號(hào)、規(guī)格、材料及備注進(jìn)行相同項(xiàng)合并數(shù)量累加生成匯總表格。排序要求:先排列所有國(guó)標(biāo)件最后羅列所有企標(biāo)件。
使用部門(mén):工藝處 卡片名稱(chēng):標(biāo)準(zhǔn)件外購(gòu)件匯總表

8、金屬(非金屬)主要材料消耗匯總表
匯總所有零件的材料將材料名稱(chēng)行相同項(xiàng)合并生成匯總表格,“主要材料消耗匯總表”中需要將金屬零件與非金屬零件分開(kāi),各輸出一張卡片。
使用部門(mén):工藝處 卡片名稱(chēng):金屬(非金屬)主要材料消耗匯總表
9、WORD接口導(dǎo)入
通過(guò)二次開(kāi)發(fā)軟件提供word導(dǎo)入接口的功能,可以將用戶(hù)以前生成的word格式的卡片導(dǎo)入到工藝集成環(huán)境中的卡片內(nèi)。
10、車(chē)間所屬產(chǎn)品
功能:用戶(hù)在編制工藝時(shí),產(chǎn)品樹(shù)中只顯示該車(chē)間需要編寫(xiě)工藝的零件,其他零件不顯示。有的零件會(huì)同時(shí)分配給多個(gè)車(chē)間,因此要求多個(gè)車(chē)間可以同時(shí)瀏覽。
五、應(yīng)用效果
針對(duì)國(guó)營(yíng)第六九九廠的工藝設(shè)計(jì)與管理的需求,利用成熟技術(shù),統(tǒng)一規(guī)劃設(shè)計(jì),建立以計(jì)算機(jī)網(wǎng)絡(luò)、數(shù)據(jù)庫(kù)系統(tǒng)為基礎(chǔ)、現(xiàn)代管理理論和方法為指導(dǎo)的工藝信息集成系統(tǒng),面向產(chǎn)品的工藝數(shù)據(jù)管理,基于BOM、基于工作流的過(guò)程管理,智能化、柔性化、模型化、結(jié)構(gòu)化(標(biāo)準(zhǔn)化),獨(dú)立的、可定制的、標(biāo)準(zhǔn)編程接口、開(kāi)放的安全系統(tǒng)。
該系統(tǒng)能滿足國(guó)營(yíng)第六九九廠的機(jī)加、裝配、電裝、焊接等工藝需求的,覆蓋工藝設(shè)計(jì)、工藝管理、工藝資源管理,設(shè)計(jì)優(yōu)化、標(biāo)準(zhǔn)化,實(shí)現(xiàn)工藝設(shè)計(jì)與工藝管理的一體化,實(shí)現(xiàn)工藝規(guī)程及其相關(guān)資源等信息網(wǎng)絡(luò)化和集成化,實(shí)現(xiàn)與PDM等系統(tǒng)的信息集成。
全廠已建立起完備的工藝設(shè)計(jì)師體系,形成了以產(chǎn)品為核心的分級(jí)管理的工藝技術(shù)管理格局,技術(shù)處作為全廠技術(shù)核心歸口單位主要負(fù)責(zé)產(chǎn)品的工藝策劃、工藝路線分工及大型工藝試驗(yàn)總裝、總調(diào)的工藝規(guī)程編制、材料消耗匯總等工作;各生產(chǎn)車(chē)間依據(jù)工藝路線分工結(jié)合本車(chē)間的專(zhuān)業(yè)特點(diǎn)進(jìn)行工藝規(guī)程編制、材料消耗明細(xì)編制等工作。




歡迎撥打服務(wù)咨詢(xún)電話
010-62490300、62490533、62490515

您可通過(guò)在線客服,獲得技術(shù)幫助和服務(wù)咨詢(xún)

您可以免費(fèi)下載試用我們的軟件產(chǎn)品。

您的一些疑問(wèn),可以在常見(jiàn)問(wèn)題中得到解答。



